“选配方案”。由您选择!

机型 QTOS
用于横向仿古、砂磨加工
– 模块,一个毛刷用于顶部或顶、底两个毛刷, 左右来回移动。 – 它的动作保证整个表面的刷扫均衡,由于横移运动和毛刷的反转。
– 毛刷转速与平移可电子调节。
– 快速退换系统用于不同的Quickwood毛刷替换
– 手动或电动升降。
机型 QoS
用于坯板和面漆加工
– 本系统用于顶面砂光和精抛,沿轨道运行。
– 包括一个、两个或更多的震动式倾斜插塞头,其有效长度1300米,距离约550毫米,利用齿轮马达调整高度,并配有一个数字式精度观测仪。
– 轨道式移动约10毫米,并震动频率用变频器可调。 – 全自动砂纸正转/反转系统。它由一个可调的PLC(可编程逻辑控制器)计数器定时,控制两个气动马达用于两个插塞头。
– 吹尘系统随附,用于砂纸清洁。

机型 QRC
用于板边修圆、砂光与抛光
– 刷扫系统,通过一个摆动头,它配有7或9个毛刷,直径各为25毫米,12/36半径旋转砂盘,由一个变频器调速。 – 机头本身是摆动式的,行程110毫米,带一个变频,每分钟20
– 60次。
– 高度可调,通过一个齿轮马达和一个数字表。
– 通过改进,用于窄小空间内的板边抛光和型砂光,也可用于其它功能,如清洁(用抛光布轮)或抛光。
– 可用两种不同的磨料加工,由于毛刷可正转也可反转。
机型 QSB1-QSB2
用于板边砂光与精修
– 单个垂直刷组系统 ,带电子变速。
– 此装置用于刷扫直边或型边,在加工轴上可人工也可电动倾斜。
– 可开、关毛刷马达,由于一个光电管和PLC装置,因此保护进口与出口处的板边。
– 毛刷的自动化开启/关闭,根据工件的宽度,因此可持续不停地加工不同宽度的工件。
– 配有保护性能的机座并配吸尘管。


机型 QSB4
用于板边砂光与精修
– 单个垂直刷组系统 ,带电子变速
– 此装置用于刷扫直边或型边,在加工轴上可人工也可电动倾斜。
– 可开、关毛刷马达,由于一个光电管和PLC装置,因此保护进口与出口处的板边。
– 毛刷的自动化开启/关闭,根据工件的宽度,因此可持续不停地加工不同宽度的工件。
– 配有保护性能的机座并配吸尘管。
垂直加工
用于板边砂光与精抛
– 此装置用于刷扫异型的板边,由于它可倾斜,并按需定位每个毛刷。
– 配备进料轮和压轮以牢牢压住工件。

机型 PA1-PA2
用于仿古与顶面精修
– 水平轴向砂光机的精加工,定位于任何机器的出料端。
– 它可用于单组型(PA1)也可用于双组型(PA2)
– 永远要配置电子变频器以控制转速。
– 通常用于极细砂粒的打磨而不用机器内装的毛刷。它是非常有效的精抛手段,可去除一切弧形的刮痕,后者在软木上常见。
– PA2机型包括两个相对转动的毛刷,可装在同一个机架上,也可独立安装,平行或倾斜5度(最大),人字形或横向轨迹。
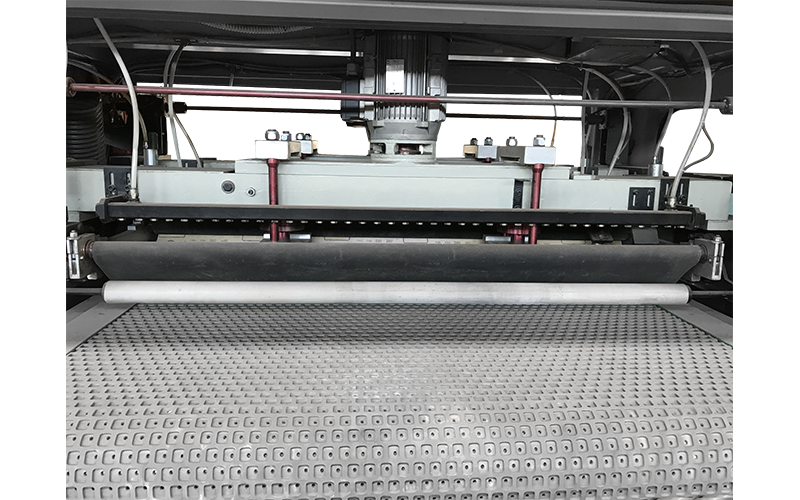
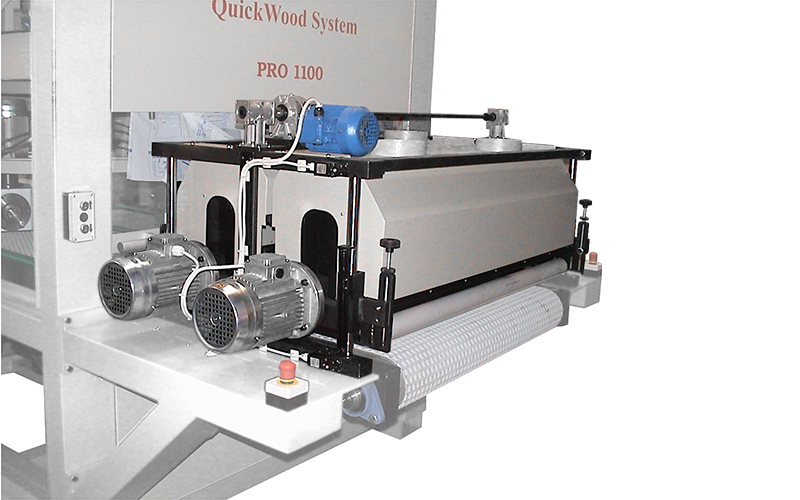
机型 QCS
用于仿古、砂光与横向denibbing
– 机器的开发是利用宽皮带横向进行仿古与末道加工。它的运动方向与进料毯方向垂直
– 理想地用于粉尘横向清除。
– 配备两个平行与垂直的滑块,定位高度0
– 100毫米。
– 刷扫带上面可安装最多96个毛刷。
– 可安装砂带于指定的轨道上与进料毯的动向一致。
– 手动或电动升降。
– 滑块速度电子控制。


吹尘器
为了工件平面与型面内部的粉尘清除
– 带有悬臂,因轴承而转动,吹去表面的粉尘。
– 与现有的压缩机组联接,并配有外罩和吸尘管
– 风量由一个监视元件的光电管控制。
– 手动或电动高度定位,根据需要。
离子杆
为了工件表面除尘
– 用正离子和负离子消除静电,使工料碎渣不会粘附或进入机器。
– 免除粉尘、脏物的粘附力及燃爆的风险和释放静电造成的人身触电。
– 防静电装置配有两个独立的单元,每个输出7000伏的电压。
– 手动或电动高度定位,根据需要。
